our rPET
product line
Foodgrade and flexiblity without compromise. viscotec's decontamination technology exceeds highest food grade standards like EFSA and FDA.


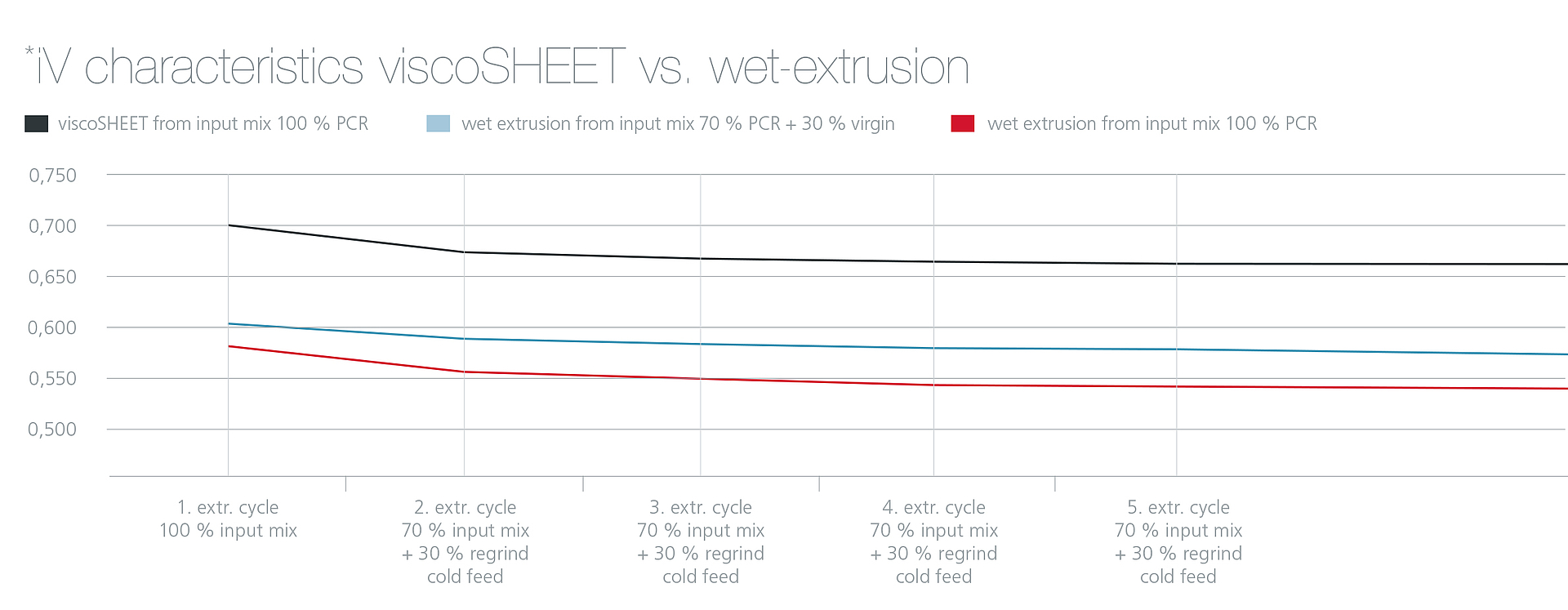
How to ensure a practicable iV (intrinsic viscosity) of 0,65 in the final sheet?*
We know throughout many trials on single and twin screw extruders, that with the Starlinger single screw extruder we are reaching this profitability goal with a quite simple concept. So why is this the case? Because iV loss is mostly the result of moisture!
The main influence for iV-loss is the moisture in the material. Moisture is responsible for roughly 90 % of the iV loss. Approximately 10 % are done by shear through the screw resulting in thermal degradation. A further important factor is a certain high PVC content in the raw material. There are a lot of scientific papers demonstrating that with empirical data. The graph below shows very simple the influence of moisture on iV loss in the extruder.
Good drying equipment can dry the material down to 50 ppm residual moisture. This is the lowest practicable drying in reality. Sophisticated drying equipment is able to dry the material down to 20 ppm but the necessity is questionable, since during the feeding it will draw moisture again and will reach the extruder with about 50–100 ppm. Even if material transport to the extruder is done with dehumidified air or under vacuum. So finally the combination of a good drying system and the design of the Starlinger single screw extruder ensures maximum iV in your final sheet.
decontamination module designed to process different types of material even at the same time
Details
decontamination dryer for production of dry, food grade flakes or skeleton waste
Details
solid state polycondensation plant for iV increase and decontamination of polyester pellets and/or flakes
up to 100 % rPET and inhouse flakes processable at guaranteed iV levels for direct food contact