our rPET
product line
Foodgrade and flexiblity without compromise. viscotec's decontamination technology exceeds highest food grade standards like EFSA and FDA.

Identification of contaminants: “Roast test”
By heating up PET flake samples discoloration of its contaminants is achieved. Impurities like PVC, glue, polyolefins etc. can be optically detected and quantified.
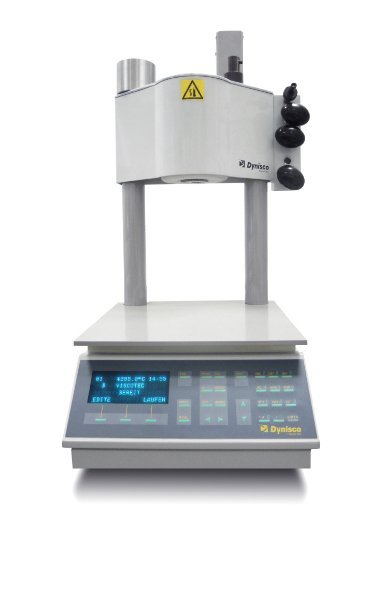
iV – intrinsic viscosity measurement
Pre-dried PET flakes and pellets are melted and pressed with a defined pressure through a defined die at a certain temperature. The flow speed determines the iV value.
Surface moisture test
PET pellets or flakes are heated up to 160 °C so that the surface moisture vaporizes. The moisture content is calculated by relating the starting to the final weight of the sample.
GC – gas chromatographic analysis
Detection and quantification of the typical rPET substances Acetaldehyde (AA) and Limonene. A report including the chromatogram is provided.
Color test
Color measurement of rPET (amorphous PET after extrusion and/or crystalline PET after SSP) according to the L*a*b*- system. These three color values are decisive for the application.
The benefits of these services are a documented quality assessment acc. to GMP (Good Manufacturing Practice) with a regular quality control including a compact material analysis and structured report, which strengthens the customers position towards suppliers.

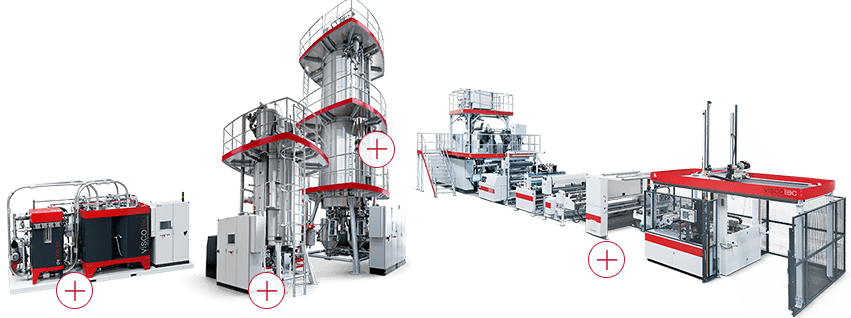
decontamination module designed to process different types of material even at the same time
Details
decontamination dryer for production of dry, food grade flakes or skeleton waste
Details
solid state polycondensation plant for iV increase and decontamination of polyester pellets and/or flakes
up to 100 % rPET and inhouse flakes processable at guaranteed iV levels for direct food contact