our rPET
product line
Foodgrade and flexiblity without compromise. viscotec's decontamination technology exceeds highest food grade standards like EFSA and FDA.



The main objective of the BRC Standard is to provide guidance to packaging manufacturers for legal compliance and consumer protection. Certified entrepreneurs benefit from
• constant improvement of product
• safety & quality
• meeting legal requirements
• reduced risk
• high customer confidence
• a strong and credible position in the supply chain
Both risk categories cover the areas of
• senior management commitment
• hazard & risk management system
• product & safety quality management
• site standards
• product & process control
• personnel
Behind these abstract wordings the Standard includes approx. 230 concrete requirements.
For a first step, I recommend to create your own checklist. By defining what has to be done, by whom, and ideally also by when, you will soon have a system to handle these apparently countless requirements. Moreover, before you invite a BRC auditor for the first time, make use of your in-house know-how! Let one or two employees do an internal BRC audit. It can be quality managers or anybody you consider competent. It will serve you a lot of time and money and invalidate resentments (which are often present in a company that is developing and entering unknown territory) by giving your staff the possibility to get familiar with the requirements before an external intruder comes. Because, despite all the benefits a BRC certificate involves, at first it will be perceived as additional, maybe useless work. Convince your people right from the beginning – for that an external support can be very useful – that everybody is profiting from an employer that that manufactures safe, high quality and compliant goods.

FOOD SAFETY CONSULTANT
VISCOTEC
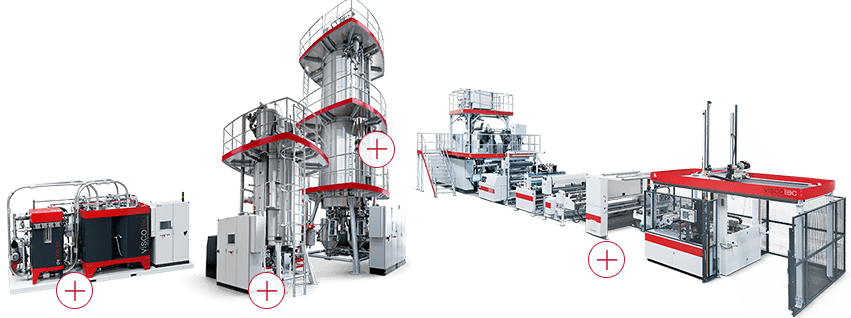
decontamination module designed to process different types of material even at the same time
Details
decontamination dryer for production of dry, food grade flakes or skeleton waste
Details
solid state polycondensation plant for iV increase and decontamination of polyester pellets and/or flakes
up to 100 % rPET and inhouse flakes processable at guaranteed iV levels for direct food contact