textile packaging
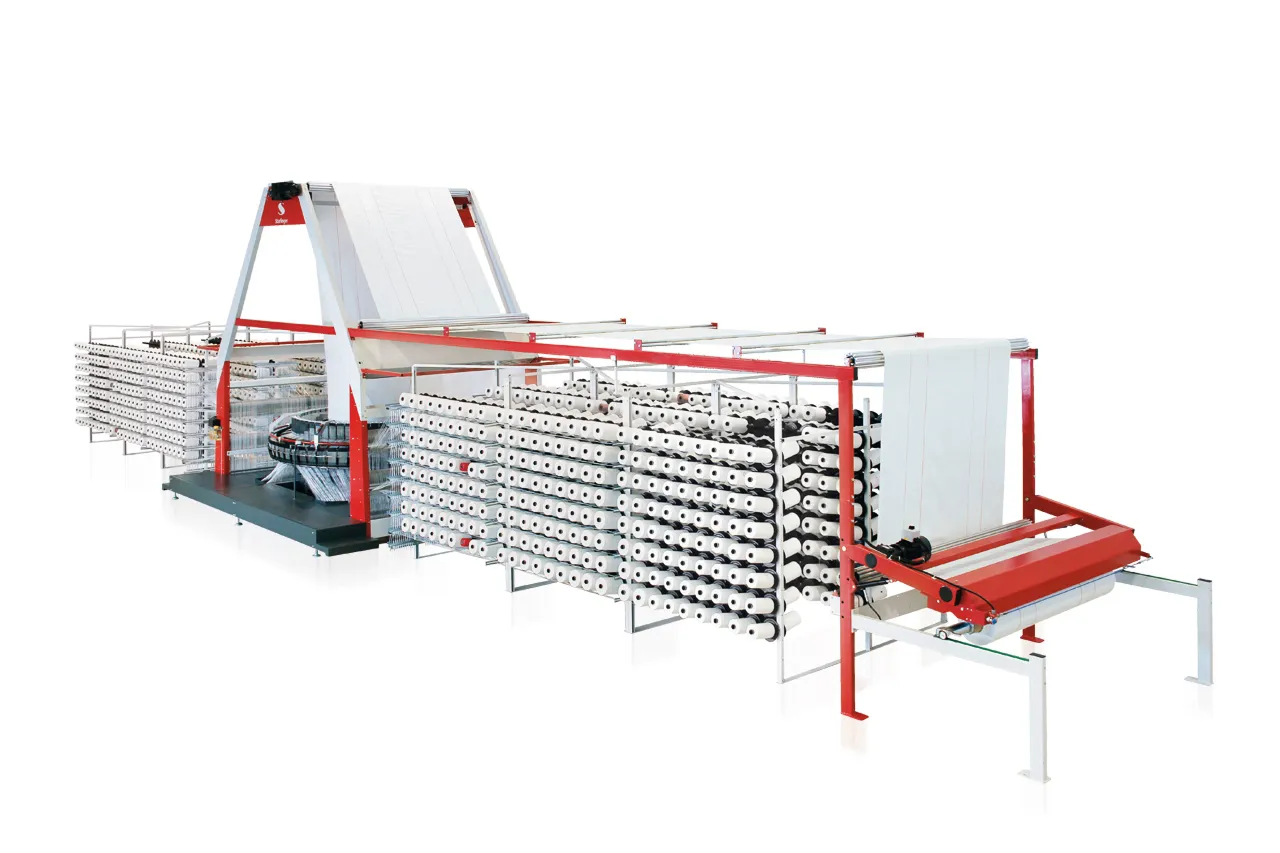
Production machinery for sacks, packaging fabric and technical textiles woven from plastic tapes for industrial applications


A member of Starlinger Group
textile packaging

recycling technology

viscotec
Our capabilities
Whatever your market requirements are, our super-cleaning technologies fulfil and exceed the highest standards, like EFSA or FDA. Our expertise goes beyond the technology itself and also includes support and supervision service, to help recyclers navigate the complex regulatory landscape to meet European and other international recycling standards.
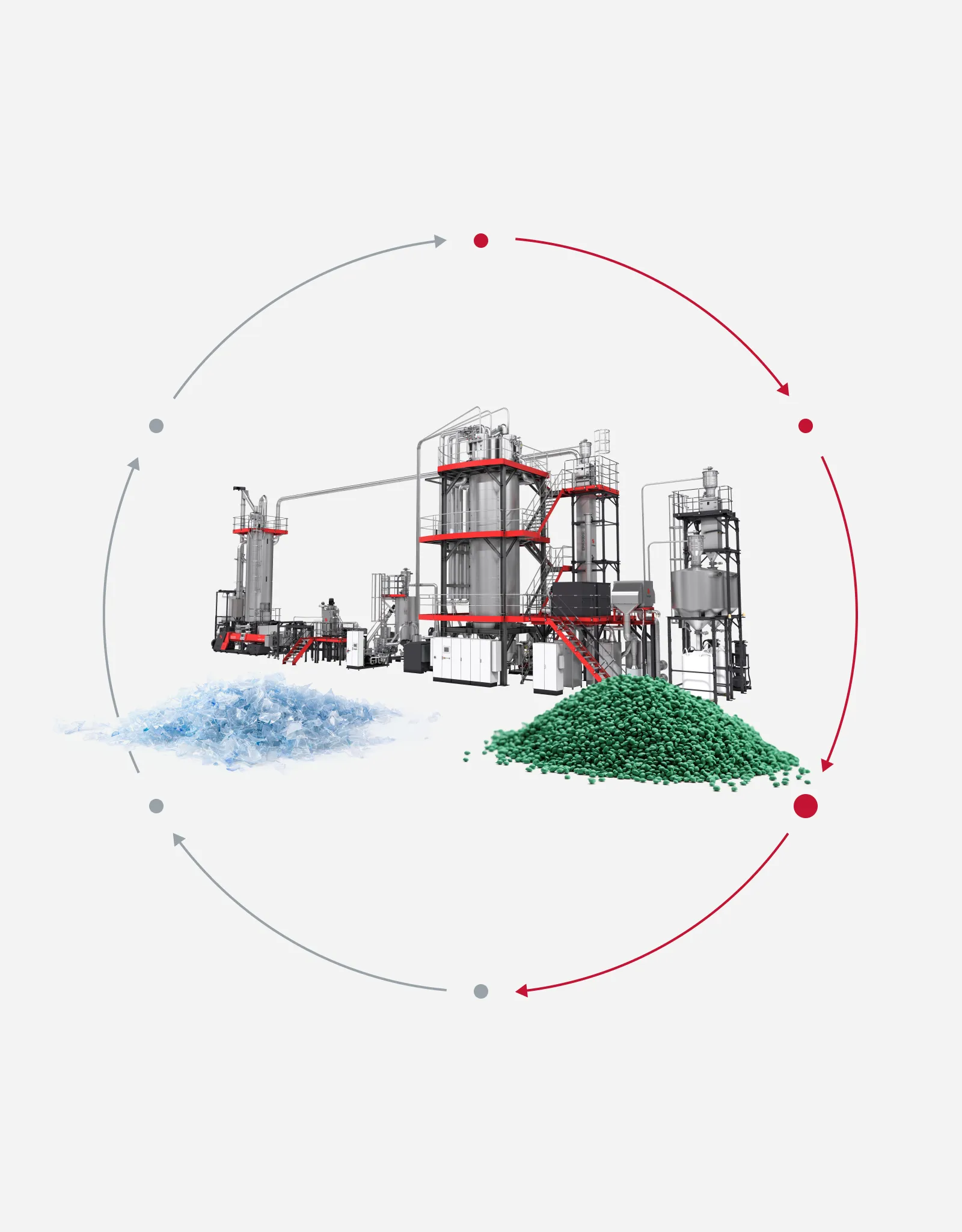
We provide entire plastics recycling solutions for our customers and stand for long-term partnerships. We combine ongoing innovation and two decades of experience. Our customers benefit both from the use of high-quality, innovative technologies, and from our many years of experience with materials, machinery, and markets.
When it comes to recycling, test runs and material analyses reliably provide the best basis for decision-making. Via our viscoLAB, we offer the full package: comprehensive documentation, inspection and testing of your material. You will benefit from objectively verifiable results, enabling you to make more informed decisions.


Jobs at viscotec
Do you want to help create a more circular future with plastics recycling? Check out our job offers and become part of the viscotec team!
20+
years of company experience
100+
employees
